IJCRR - 4(5), March, 2012
Pages: 139-147
Print Article
Download XML Download PDF
IMPLEMENTATION OF KANBAN SYSTEM TO IMPROVE THE PRODUCTION EFFICIENCY IN SMALL
SCALE INDUSTRIES
Author: Chethan Kumar C S, N V R Naidu
Category: Technology
Abstract:Many industries in India, including the garment industries, believe in holding huge amount of inventories [1]. Many of the garment manufacturers are practicing the „push? system of production [2]. This results in high stocking in the stores, large work-in process and large volumes of finished goods in the warehouse. Consequently, substantial amount of capital is tied up, resulting in perennial financial pressures. [4]. According to Taiichi Ohno, the person credited with developing Just-in-time concept (JIT), Kanban is one means through which JIT is achieved[10]. Kanban is not an inventory control system. Rather, it is a scheduling system that pin points what to produce, when to produce it, and how much to produce[7]. The flow of parts throughout the product line is controlled by Kanban Cards as proposed by [5]. Kanban system is known to tackle and solve the situation of inventory control too. [6]. The international market expects quality and responsive services from India. Most of the Garment Industries in India are in the small and medium sector. Apparel manufacturers are forced to deliver high quality garments at low costs in order to survive in the competitive world [9]. Hence an attempt was made to introduce and implement the Kanban system at Messrs Sun Garment Industry (located near Bangalore) where this assignment was taken up. This research work was carried out with the objective of designing the Kanban method for controlling the production and material flow in the above industry.
Keywords: Push system, Kanban, Waste, garment industries, Production, Inventory.
Full Text:
INTRODUCTION
Kanban in Japanese means signal or card. Kanban authorizes the upstream process to produce only when there is a requirement for production, and is an effective system to eliminate losses occurring due to overproduction. According to Kimura and Terade [70], Kanban uses cards or other visual signals to trigger the flow of materials from one part of the production process to the next. By utilizing a Kanban system, smaller lot sizes and huge inventory reductions can be achieved. This enables to keep inventories of raw material, subassemblies and finished product to a minimum and to adopt lean manufacturing principles to eliminate inventory as a source of waste. Typically there are two main kinds of Kanban:
1. Production Kanban . 2. Withdrawal Kanban
Aim and Objective
To reduce the work-in process at all stages of the fabric flow through the implementation of Kanban and the design of Kanban cards for production and withdrawal process. (A typical example of the mass production of „Formal Shirts? in the factory was chosen for this exercise).
Analysis of the existing system
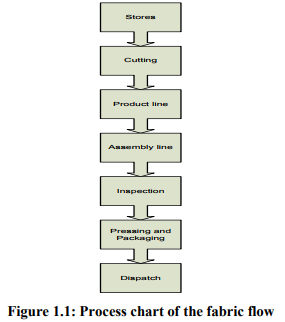
The fabric rolls move from the stores department and undergo various operations as indicated in Figure 1.1
Data Collection
- Product: Formal Shirt.
- Lot size (Customer order): 2000 shirts.
- From 1 fabric roll (dimensions 20 x 1.5 meters), 10 shirts are produced 200 fabric rolls are required for 2000 shirts.
- Weight of each Fabric Roll: 3 Kg
- Each of the departments shown in Fig.5.6 needs 5 days to complete the respective individual step of the production for 2000 shirts.
- Each department completes its operations for 2000 shirts and then sends the material to the next department.
In the existing practice, the company (which follows the „push? system) purchases raw material (fabrics) as per the customer requirement meant for 2000 shirts i.e., 200 fabric rolls and holds it in the stores. Then, the cutting department collects all the 200 fabric rolls for cutting the main body of the fabric as well as all the other components of the shirt such as the collar, pocket, left panel, right panel, back panel, cuff, button strip and sleeves. It takes nearly 5 days to cut all the components for 2000 shirts. These cut portions are then given to the product line. Here, each component is processed for further operations and it takes 5 days to complete. Next, assembly department collects all the components and the assembly is completed in 5 days. Finally, the completed shirts are sent for inspection. Inspection department takes on the job of inspecting all the 2000 shirts for possible defects. Inspection takes another 5 days, and then the shirts are sent to the pressing and packaging department for final packing and dispatching. Pressing and packaging too consume around 5 days. As per the above work plan, it takes nearly 25days to complete production and dispatch 2000 shirts.This method of push system mandates holding of huge amount of work-in process at every stage of the material flow. The inventory piled up at every stage is indicated in the Figure.1.2

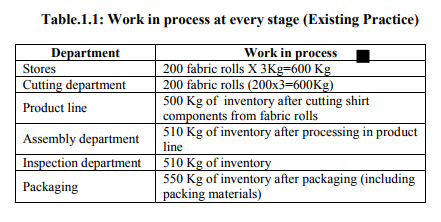
From the stores, 600 Kg of fabric (200 Rolls) is sent to the cutting department. After cutting the fabric, 500 Kg of material is sent to product line and the left over pieces (100 Kg) are scrapped.In the assembly, the inventory becomes 510 Kg (after adding other bought out components) and moves thereafter. The work-in process at every department is indicated in Table.1.1
The existing work-in process and the material flow were discussed in detail with the managers and supervisors of the garment industry. It was suggested to implement the pull system (in lieu of the push system) by designing new Kanban cards. The number of Kanban cards required was calculated using the formula of the Toyota production system (TPS), with necessary modifications needed for the garment industry.
Implementation of Kanban system
- Product: Formal Shirt.
- Lot size (Customer order): 2000 shirts.
- From 1 fabric roll of dimensions 20 x 1.5 meters, 10 shirts are produced
- 200 fabric rolls are required for 2000 shirts.
- Weight of each Fabric Roll: 3 Kg
- Number of Kanbans suggested: 2 per day (1 each for the morning session and the afternoon session)
- Number of shirts covered by each
Kanban calculation
As proposed by Toyota Production System [110], the number of Kanban can be calculated by using the following formula
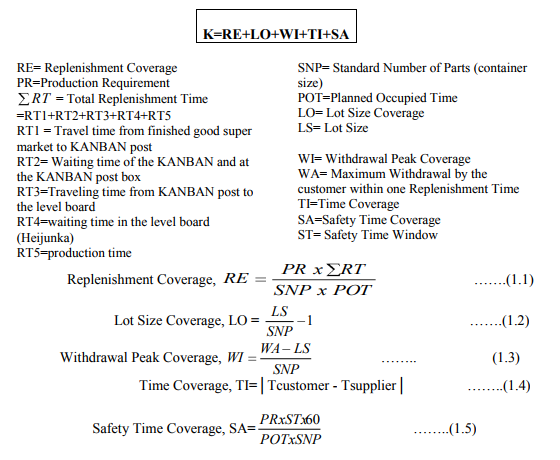
Data collection for Kanban cards
The following data was accumulated based on the in-puts from the manager and the supervisors based on the lead time, customer delivery schedule and their past experience:
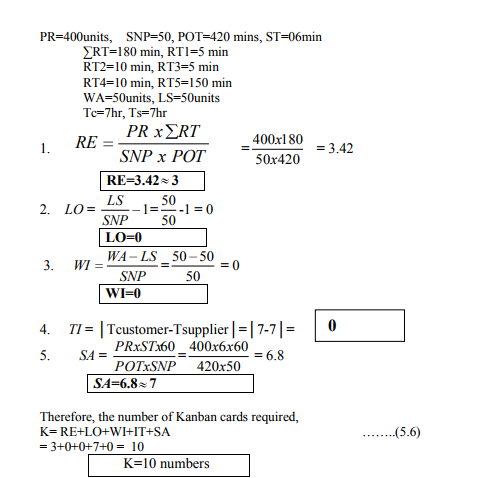
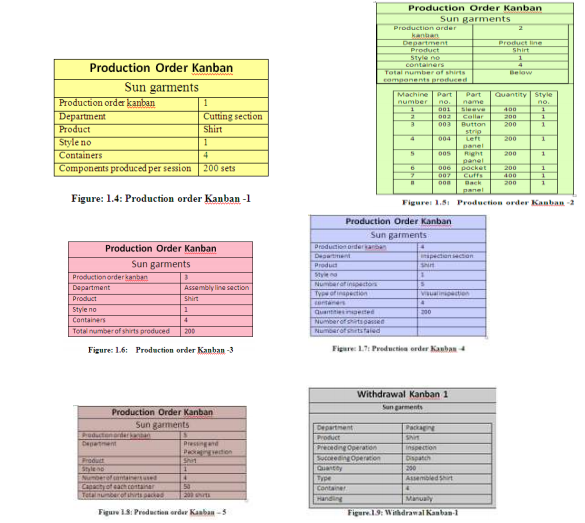
It is clear that the proposed system of pull production will have to make use of 10 Kanban cards to fulfill the customer requirement. Hence, five withdrawals and five production order Kanban were designed.
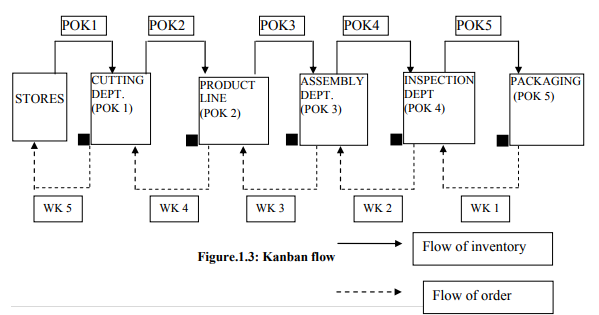
The proposed flow of the fabric using production order kanban and withdrawal kanban is indicated in figure 1.3. Figures.1.4 to 1.8 refers to Production order Kanban (POK) and Figures. 1.9 to 1.13 refer to withdrawal Kanban (WK).The colour of the kanban indicates that it belongs to specific department.
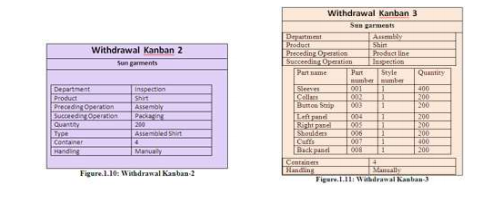
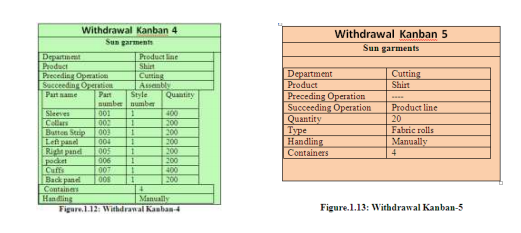
Production Process as per the New System Using the above Kanbans, pull production system was employed instead of the push production system. Fig.1.3 shows the Kanban flow. The stores department now negotiates with the supplier and sets the revised schedule to deliver 40 fabric rolls per day. After getting an order of 2000 shirts, withdrawal kanban- 1 is prepared by packaging department and is given to inspection department. Withdrawal Kanban (WK) is prepared for 200shirts per session i.e., 400 shirts per day. Inspection department organizes withdrawal kanban-2 for 200 shirts per session which is then passed on to the assembly department. Similarly, assembly department will send withdrawal kanban-3 for each component of shirt which is then transferred to the product line. Product line department sends withdrawal Kanban-4 to the cutting department. Finally cutting department will prepare withdrawal Kanban- 5 to stores. Stores section supplies the raw materials as mentioned in withdrawal Kanban- 5 to the cutting department. Cutting department will prepare production order Kanban (POK) to cut shirt components of quantity as mentioned in withdrawal Kanban-4 requested by the product line. All the shirt components will be sent to the product line along with the withdrawal Kanban-4 for verification. The product line will further process the components and will pass them on to assembly line along with withdrawal Kanban-3. Similarly, assembly department will assemble 200 shirts per session and sent them to inspection department along with withdrawal Kanban-2. Inspection department will inspect shirts and will forward the lot to the packaging department for pressing and packaging. 400 shirts will be prepared per day. There is no work in process inventory at any stage of production process. 2000 shirts will be prepared in 5 days.
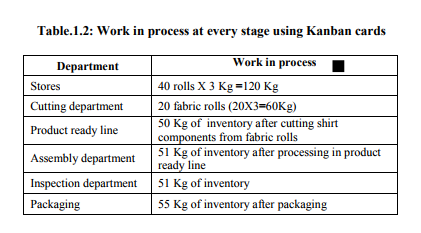
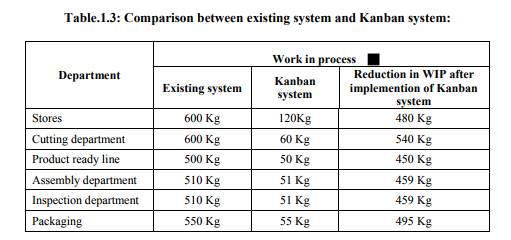
After implementing the Kanban system in the entire flow of fabric - from stores to packaging - substantial amount of work-in process was saved, as indicated in Table.1.2.The comparison of the existing system without Kanban and the one after implementing Kanban is shown in Table.1.3. The reduction in work-in process is evident.
CONCLUSIONS
Feeling the need for an immediate action plan to reduce the enormous inventory in the medium size Garment Factory (Sun Garments), an extensive study was carried out to collect all the data pertaining to the existing mode of operation. This leads to the conclusion that there was an immediate need to introduce an effective system in lieu of the „push? system being adopted. Accordingly, a Kanban „pull? system was conceived and implemented across various stages of the garment flow. This resulted spontaneously in reduced inventory, minimum damage to the materials and higher clarity in the material flow. More than 450 Kg of inventory of fabric has been reduced at every section. This has resulted in enormous saving in inventory carrying cost. In addition, production is wellstream lined and the morale of the employees has been boosted up. Gross and net profits of the company are bound to escalate as a direct result of the appreciably reduced inventory costs. Such an effective implementation of Kanban is not confined to the medium size garment industry. Other industries in general, and all the garment industries in particular (ranging from tiny size to very large scale) will do well to go in for this valuable tool that is fast, inexpensive and potent.
ACKNOWLEDGEMENT
Authors acknowledge the immense help received from the scholars whose articles are cited and included in references of this manuscript. The authors are also grateful to authors / editors / publishers of all those articles, journals and books from where the literature for this article has been reviewed and discussed.
References:
1. Chandra, P.,(2004) “Competitiveness of Indian Textiles & Garment Industry: Some Perspectives,” A presentation at Indian Institute of Management, Ahmadabad.
2. Chandra, P., (1998),“Technology, Practices, and Competitiveness: The Primary Textiles Industry in Canada, China, and India”, Himalaya Publishing House, Mumbai,.
3. Mercado, G. (2008). “ Ask the Lean Manufacturing Experts Applying Lean in the Garment Industry” , Thomas Publishing Company
4. Karim, S. (2009), “The Impact of Justin-Time Production Practices on Organizational Performance in the Garments and Textiles Industries in Bangladesh”, Doctoral Thesis, Dhaka University.
5. Hemamalini. B, Rajendran C.,(2000), “Determination of the number of containers, production Kanbans & withdrawal Kanbans and scheduling in Kanban flow shop”- Part II. International Journal of Production Research, vol. 38 no.11, pp 2549– 2572.
6. Henry C. and Jacobson, Sheldon H. (1994), “The Kanban assignment problem in serial just-in-time production systems”, IIE Transactions, March, vol 26, no 2, pp 76-86.
7. Greg Gorbach, and Ralph Rio, (2004), “Kanban for the next generation of Lean”, A White paper review. 8. Durward K. Ballé, Michael, Beauvallet, Godefroy, Smalley, Art, and Sobek, (2006), “The Thinking Production System,” Reflections, Vol. 7, No. 2, pp. 1-12.
9. Corporate Catalyst India (2006), a report on Indian Textiles Industry.
10. Blair, Berkley J,( 1992) “A review of the Kanban production control research literature.” Journal of Production & Operations Management vol.1: pp 393– 411.
|
 IJCRR
IJCRR 





 This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International License
This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International License





